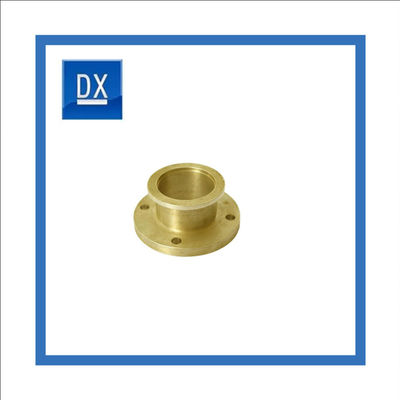
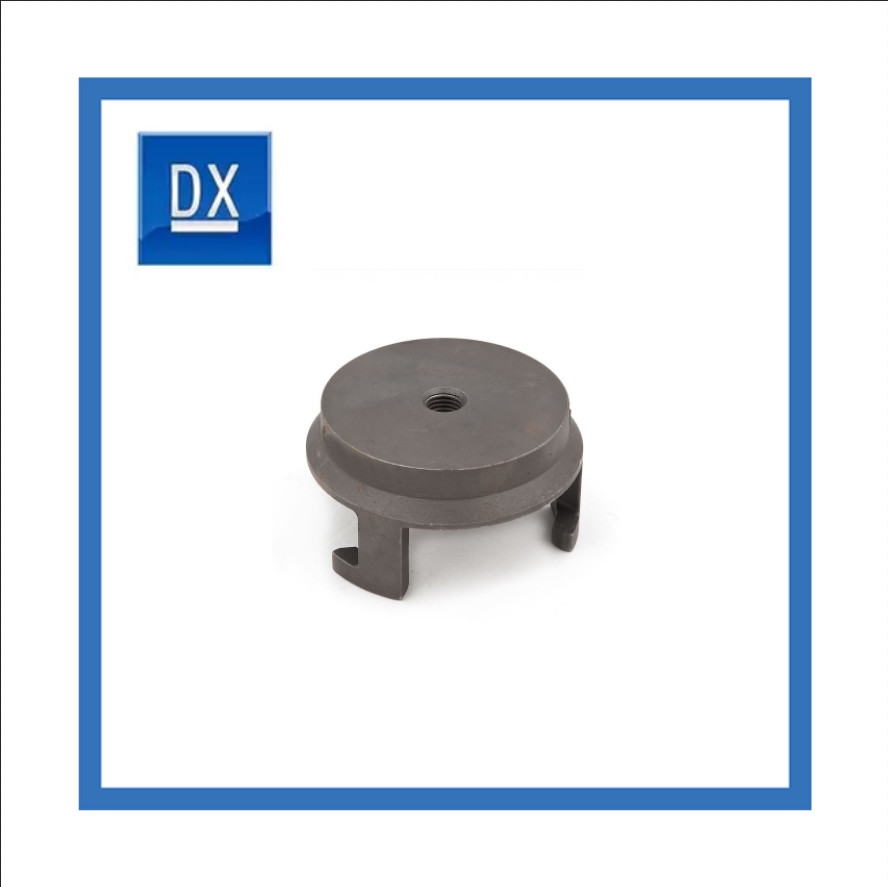
Stahlharmonisches Silikon-Solenoid-Selbstcasting Abziehvorrichtung des Stabilisators 42CrMo.
Beschreibung
In Silikon-Solenoid-Casting wird das Muster durch Wachs und andere leicht lösliche Materialien gemacht, und einige Schichten refraktäre Materialien werden auf dem Muster beschichtet, um das Oberteil abzuschließen. Das Muster wird gebildet, indem man schmilzt und wirft, und dann wird es Backen der hohen Temperatur unterworfen, um bessere Anwendungseffekte zu erzielen. Casting gehört der Kategorie der Fastnetzformtechnologie, die hochwertige Präzisionscastings produzieren kann und in der industriellen Industrieproduktion weitverbreitet ist.
Verglichen mit dem traditionellen Feingussprozeß, hat der Präzisionscastingprozeß Silikon-Solenoides keramische die Eigenschaften des kurzen Produktionszyklus, der hohen Präzision, der guten Oberflächenbeschaffenheit und des collapsibility, und ist für schnelle Herstellung im Verbindung mit schneller Erstausführungstechnologie (RP) besonders passend. Metallteile.
Um die Qualität von Feingusscastings zu verbessern, ist es notwendig den Vorbereitungsprozeß des Oberteilvorbereitungsprozesses wie der Vorbereitung der Silikonsolenoidäthyl-Kieselsäureverbindungsbeschichtung, der beschichtenden Operation und des Trockners zu steuern.
Silikon-Solenoid ist ein neuer Typ Mappe benutzt im Feinguss. Verglichen mit Ethylkieselsäureverbindungs- und Wasserglas, hat es die Vorteile der einfachen Verfügbarkeit der Rohstoffe, einfacher Prozess, ungiftige, hohe Oberteilstärke und gut, Ende werfend. Deshalb wird die Anwendung mehr und mehr umfangreich. Das Silikon-Solenoid, das in das Anfangsstadium, wie kc-Mappe und Mappe APK 1 vorbereitet wird, hat einen Silikongehalt von nur 10-13%, und das resultierende Oberteil hat niedrige Stärke und kann für einige Wochen zu einigen Monaten nur gespeichert werden. Es ist nicht in der industriellen Industrieproduktion von Silikon-Solenoid gefördert worden und angewendet worden. VOGEL, BECHTOLD, REGEL und andere benutzten Wasserstoff-artiges Kationenaustauschharz, um verdünntes Wasserglas zu behandeln, um säurehaltige Mutterlauge zu erhalten. Konzentrieren Sie sich, indem Sie bei vermindertem Druck, zum einer Hochkonzentration und des stabilen Handelsprodukts zu erreichen kochen.
| Name |
Stahlharmonisches Silikon-Solenoid-Selbstcasting Abziehvorrichtung des Stabilisators 42CrMo |
| Material |
Stahl 42CrMo |
| Werfende Art |
Silikon-Solenoid-Casting |
| Wärmebehandlung |
HRC28-32 |
| Werfende Maßtoleranz |
CT3-5 |
| Inspektionsmaschine |
Maschine der Inspektion CMM, Röntgenstrahlfehler-Entdeckungsinstrument |
| Entwurf |
Verschiedene Art von 2D oder Zeichnungen 3D sind, wie JPG, pdf annehmbar, DWG, DXF, IGS, STP, X_T, SLDPRT etc. |
| Standards |
AISI, ATSM, UNI, BS, LÄRM, JIS, GB etc. |
| Lieferfrist |
35 Tage für Proben und 30 Tage für Produktion. |
| Materieller Standard |
ASTM |
| Service |
OEM/ODM |
| Ausrüstung des Castings |
1. Hochdruck Druckgussmaschinelle bearbeitung: 125T/180T/250T/280T/500T/800T/1250T
2. Schwerkraftgießanlage: 5 Fertigungsstraßen
3. Niederdruck Druckgussmaschinelle bearbeitung: 1 Fertigungsstraße
4. Sandgussmaschine: 6 Fertigungsstraßen
|
| Bescheinigung: |
16949:2016 ISO 9001-2015 und IATF |
| Prüfung |
Beigeordnete Maschine des Maßes drei für die Prüfung. |
Bearbeitungswerkstatt

Werkstatt
Inspektions-Ausrüstungen
A. Tooling und Proben:
1) empfangen Sandguss, innerhalb 35-45days nachher Jahr PO.
2) Druckguß, innerhalb 40-50days empfangen nachher Jahr PO.
3) empfangen Schwerkraftcasting, innerhalb 30-40days nachher Jahr PO.
B. Productions:
Nachdem Auftrag 30-40days erhalten worden ist. Wenn Sie sehr dringenden Auftrag haben, können wir ihn überprüfen
beste Lieferfrist für Sie.
1) exportierte enthaltenes Kartonpaket der Standardpaletten.
2) exportierte hölzerne Standardkiste.
3) tun Paket als erforderter Kunde.
C.Quotation:
1) haben wir ISO9001: 2015 und Zertifikate IATF16949.
2) machen wir die Operationsanweisung, sobald die Probe anerkannt ist.
3) kontrollieren wir 100% die Produkte vor Versand.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!